
Merging Conveyor Systems
At UPM Conveyors, merging conveyor systems are designed from the ground up to smoothly, accurately, and quickly bring multiple infeed lines together. Whether you’re handling sachets, trays, cartons, or cases, our bespoke merging solutions ensure continuous flow without overlap, loss of orientation, or disruption to downstream equipment.
Precision merging, built around your process
Our merging conveyor systems are ideal for high-throughput production lines where two or more inputs must combine into a single processing line. Using intelligent sensors, pneumatic gates, and variable-speed conveyors, products are merged cleanly and evenly, allowing for delicate material handling while maximising efficiency.
Every system is engineered in-house, allowing us to tailor layout, controls, and construction to your exact application and hygiene requirements.
Proven performance in sachet production
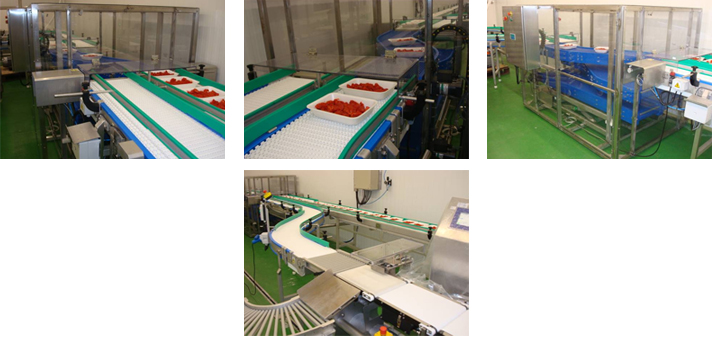
A great example of our merging expertise can be seen in a fully automated sachet-handling system delivered to McCormick (UK) Ltd, global leaders in seasoning and flavour solutions.
The system was designed, installed, and commissioned by UPM Conveyors to handle sachets at a combined rate of 120 per minute, from two filling machines through to final cartoning and palletising.
Key features included:
- Two individual belt conveyors feeding sachets into a dedicated merging station
- Sensors detecting incoming sachets to control a pneumatically operated gate, eliminating overlap
- Variable-rate feeding into an Equaliser to distribute product evenly
- Integrated metal detection with an automatic reject station
Downstream variable-speed conveyors for precise alignment to carton erecting and palletising equipment
The entire line is controlled via a PLC touchscreen with HMI operator interface. All programming and control builds were supplied in-house by UPM Conveyors, enabling straightforward collaboration with McCormick engineers during fine-tuning and optimisation.
Frank Hentschel of McCormick praised the professionalism of the UPM Conveyors on-site engineering team, highlighting the minimal disruption during installation and the excellent level of service provided.
Types Of Merging Conveyor Solutions
Sachet Merging Conveyor Systems
Our sachet merging systems are built for high-speed, high-accuracy environments where multiple lines must merge into a single, stable flow.
Switching Conveyor Systems
Switching systems are ideal where products must be selectively diverted between multiple downstream machines without losing orientation or line speed.
For example, one of the largest meat processing companies in Spain tasked us with supplying a bespoke food tray Switching System as part of a €5 million investment in packaging.
System capabilities included:
- Automatic diversion of tray-packed product to any of four film sealing machines
- Maintains tray orientation at speeds of up to 150 products per minute
- Four different format belt conveyors mounted vertically
- Electrically operated scissor lift presents the required conveyor into position
- Siemens control system fully interfaced with the main process line
- Designed and manufactured to IP67 rating
As with all UPM Conveyors projects, fabrication, programming, and control build were carried out entirely in-house to ensure performance, reliability, and hygiene compliance.
Roller Conveyor Transfer Systems
Roller conveyor transfer systems are commonly used to merge or redirect cartons, cases, and totes between production stages. These systems provide smooth, low-friction transfers while maintaining spacing and orientation.
They are particularly effective for:
- End-of-line packing operations
- Case handling and palletising infeed
- Integration between conveyor technologies
Each of our roller transfer systems are custom-designed to suit load type, speed, and available space.
Vertical Elevator Conveyor Systems
Vertical elevator conveyors allow products to be merged across different elevations, freeing valuable floor space or avoiding obstacles such as doors and walkways.
Typical applications:
- Transporting boxes or totes from lower to higher levels
- Elevation changes between packaging and palletising areas
- Compact layouts where space is limited
Standard features include:
- Allen Bradley PLC and inverter-driven control system
- CAT 2 access door safety interlock
- Festo linear lift mechanism
- Custom-built configuration to customer requirements
Fully Integrated, Fully In-House
All merging conveyor systems from UPM are designed, manufactured, programmed, and commissioned in-house. This guarantees seamless integration, simplified project management, and systems that perform reliably from day one.
If your production line requires precision, speed, and the merging, switching, transferring, or elevating of products, we will deliver a solution tailored to your operation.
Conveyor Belts Built To Last
Whether your project involves merging sachets, trays, cartons, or cases, we deliver conveyor belt systems that integrate seamlessly into existing lines or form part of a complete end-to-end automation solution.
If you’re looking to merge multiple conveyor lines into one efficient, high-performance system, we’ll design it around your product, your space, and your production goals.
Get in touch with us to discuss your required product characteristics, and we'll work hard to deliver a reliable conveyor belt fit to your needs.
If you'd like to discuss any of our conveyor systems or your own requirements please call UPM on 01753 548801 or email sales@upm.co.uk.